
Analisa kapabilitas proses merupakan suatu studi untuk mengukur kemampuan suatu proses dalam memenuhi spesifikasi yang ditentukan dengan asumsi proses dalam kondisi normal dan terkendali. Analisa kapabilitas proses sering dilakukan di industri farmasi untuk pengkajian mutu produk. Jadi parameter hasil pengujian seperti kadar, kekerasan, keregasan, bobot tablet dilakukan evaluasi dengan menghitung nilai kapabilitasnya yaitu Cpk, biasanya dengan software minitab.
Daftar Isi
Trend Analisa
Trend Analisa produk dalam jangka waktu tertentu merupakan bahan evaluasi produk. Trend analisa ini merupakan bagian dari Pengkajian Mutu Produk (PMP). Tujuan dari PMP adalah untuk melihat trend kualitas produk tahunan (mencakup kapabilitas, ketangguhan proses & formula, spesifikasi atau parameter produk, stabilitas dan waktu daluarsa, ada komplain atau tidak, dan sebagainya) sehingga dapat menjadi acuan untuk langkah-langkah selanjutnya.
Analisa Kapabilitas Proses dan Pengkajian Mutu Produk
Di dalam PMP terdapat spesifikasi dan komplain dari pelanggan maka alat yang tepat dalam membuat trend analisa adalah menggunakan Analisa kapabilitas proses bukan peta kendali saja. Peta kendali/control chart digunakan untuk memonitor proses ketika produksi sedang berlangsung, dengan peta kendali ini membantu mendeteksi penyebab variasi proses dan mempermudah perbaikan. Akan tetapi peta kendali saja bukan alat yang tepat untuk menentukan jika ingin memenuhi kebutuhan pelanggan karena peta kendali hanya digunakan untuk memonitor kinerja produksi yang sedang berlangsung. Proses yang sedang berlangsung dan dikontrol tidak otomatis berarti semua produk memenuhi kebutuhan pelanggan(spesifikasi yang kita inginkan). Dengan kata lain proses yang berlangsung dapat diantara batas atas dan bawah(UCL/LCL) dan masih menghasilkan produk diluar spesifikasi yang diinginkan(USL/LSL).Untuk lebih jelasnya dapat dilihat pada chart dibawah ini:

Pada gambar diatas terlihat bahwa semua proses yang diwakili oleh garis-garis masih diantara UCL dan LCL tapi ada beberapa bagian(yang diarsir hitam) melebihi batas yang kita inginkan (USL dan LSL). Dengan kata lain proses pada gambar diatas dikatakan tidak capable. Proses dikatakan capable jika rata-rata proses berada ditengah diantara target yang diinginkan dan rentang batas spesifikasi(USL/LSL) lebih lebar daripada batas kontrol(UCL/LCL) seperti ditunjukkan pada gambar dibawah ini,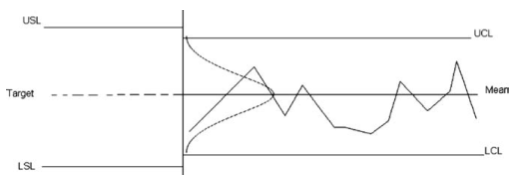
Analisis Kapabilitas Proses Sixpack
Ketika sebuah proses dalam kontrol statistik maka akan memproduksi secara konsisten. Oleh karena itu, pertanyaan yang muncul adalah:’ Apakah proses yang berjalan capable?’. Capable disini berarti barang/proses yang dihasilkan memenuhi spesifikasi batas yang telah ditetapkan. Analisis kapabilitas proses ini ditentukan dengan membandingkan lebar variasi proses dengan lebar batas spesifikasi yang telah ditetapkan. Proses yang akan di analisis kapabilitasnya harus sudah dikontrol sebelum ditentukan kapabilitasnya, jika tidak maka akan didapat estimasi kapabilitas proses yang tidak benar.

Cara untuk mengetahui proses sudah dikontrol atau belum adalah dengan mengecek dengan control chart pada minitab(Xbar dan I Chart) dan variasi(Rchart, S chart atau MR chart). Salah satu kelebihan Capability Sixpack adalah dalam analisis kapabilitas ini sudah termasuk chart yang sesuai dengan bagian dari output yang dihasilkan
Trend analisa dapat dibuat dengan mudah menggunakan software minitab 15. Berikut ini langkah-langkahnya:
Cek Normalitas Data
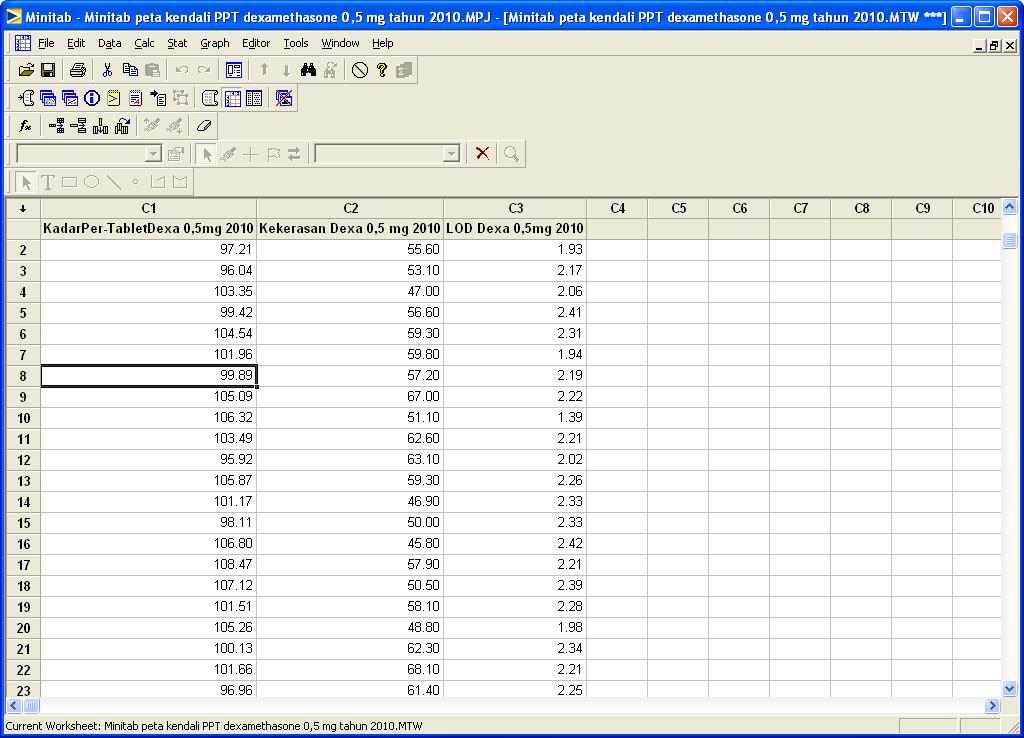
- Masukkan data parameter yang akan dianalisa ke dalam worksheet minitab kemudian beri nama pada tiap kolom
- Periksa apakah data yang akan dibuat trend analisa berupa distribusi normal atau non-normal.
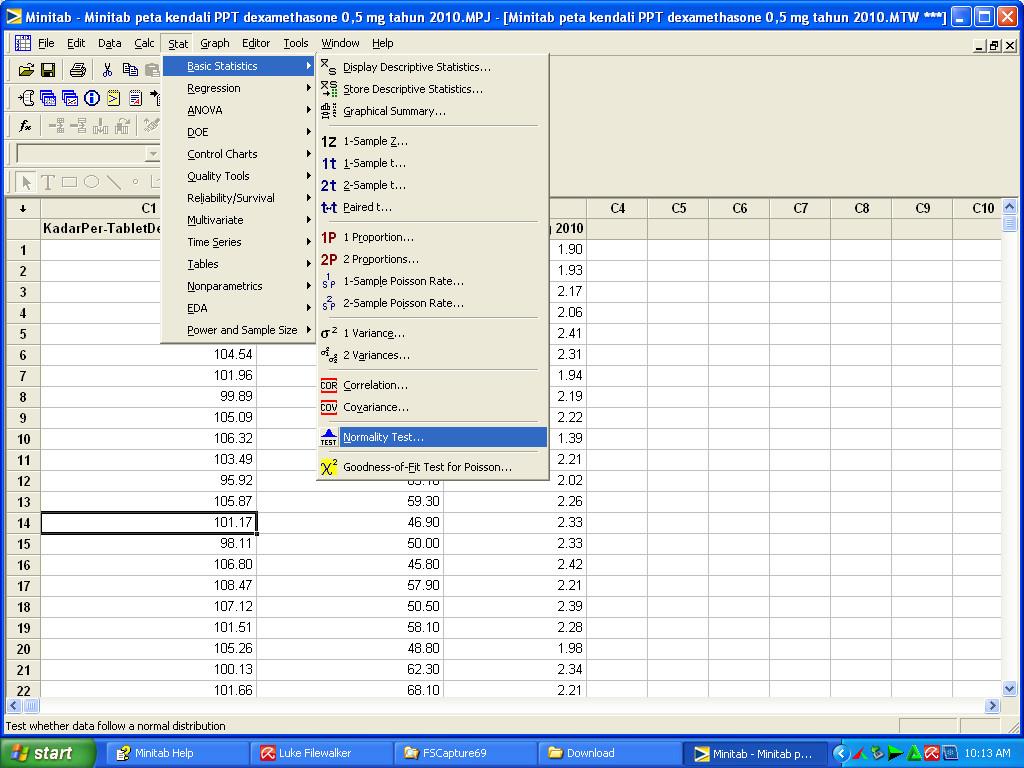
- Pengecekan data apakah normal atau tidak dengan mengklik Stat>Basic Statistic>Normality Test

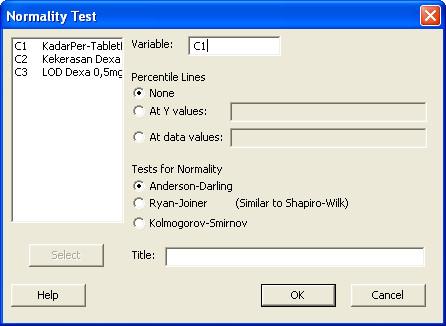
Kemudian akan muncul box Normality Test, pada variable ketik nomor kolom yang berisi data yang akan dianalisis, pilih Percentile Lines None dan Test for Normality pilih Anderson-Darling kemudian klik OK
Akan muncul chart Probability Plot Normalitas, pada chart terdapat nilai p-value, bila p-value lebih dari alpha (dalam hal ini 0,05) maka data dikatakan normal dan sebaliknya.Bila data normal bisa dilanjutkan dengan pembuatan Proces Capability Sixpack Normal(bila data tidak normal baca Capability Sixpack untuk data non-normal pada bagian bawah)

Capability Analysis Sixpack dengan data Normal
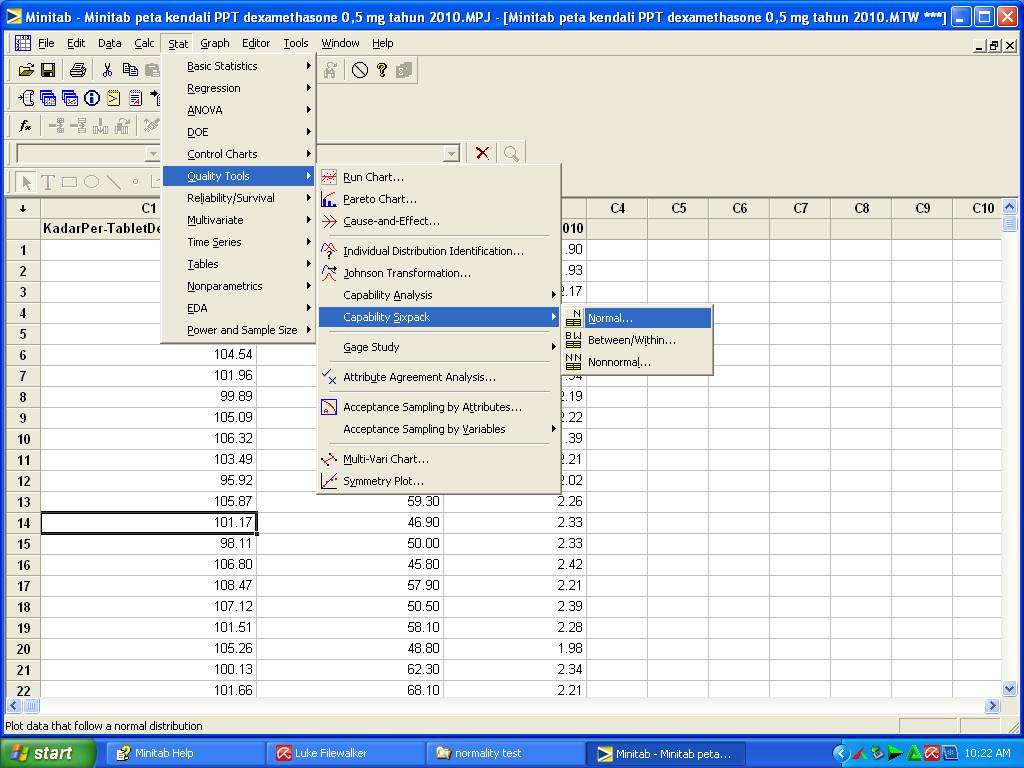
- Setelah mengetahui data normal kemudian pada menu Stat>Quality Tools>Capability Sixpack>Normal
- Akan muncul box Capability Sixpack(Normal Distribution), pada Single Column isi dengan kolom yang berisi data yang akan dianalisis dan pada subgrup diisi dengan ID column. Pada lower dan upper spec diisi dengan nilai yang dipersyaratkan, kemudian tekan OK.

Akan muncul diagram Sixpack seperti pada gambar berikut:

Capability Analysis Sixpack dengan data non-Normal
- Lakukan tes normalitas seperti pada langkah Cek Normalitas Data dan bila didapat data yang tidak normal misal seperti gambar dibawah dimana p-value kurang dari 0,05.

- Untuk Capability Sixpack dari menu Stat>Quality Tools>Capability Sixpack>Normal sehingga akan muncul jendela seperti pada gambar berikut
- Kemudian klik pada menu Box-Cox sehingga akan muncul jendela baru,centang pada Box-Cox power transformation dan pilih Use optimal lambda, klik OK.

Akan muncul diagram Sixpack seperti pada gambar berikut

Catatan:data yang tidak mengikuti distribusi normal(non-normal) perlu ditransformasi dahulu kemudian baru dianalisis untuk mendapatkan diagram sixpack. Bila tidak dilakukan transformasi maka data akan kurang tepat walaupun dapat dilakukan analisis sixpack tanpa transformasi terlebih dahulu.

